

دستگاه بورینگ و نحوه عملکرد آن
بورینگ در ماشینکاری به معنای افزایش قطر یک سوراخ از پیش ایجاد شده (برای مثال توسط مته یا ریختهگری) توسط یک تیغچه تک-نقطه میباشد. مانند بورینگ لولههای توپ یا سیلندر موتور.
عملیات بورینگ
عملیات بورینگ را باید روی قطعاتی که دارای یک سوراخ اولیه باشند اجرا نمود. این سوراخ میتواند توسط مته ایجاد شده یا از طریق ریختهگری، فورج یا اکسترود به وجود آمده باشد. این روش عمدتاً برای مواردی استفاده میشود که تلرانسهای ابعادی بسته و کیفیت سطح خوب مورد نیاز باشد. با این روش میتوان عملیات صیقل کاری و فرزکاری را، آن هم بهطور دقیق روی قطعات انجام داد. همچنین میتوان با این روش عملیاتی چون تراشکاری، سنگ زنی (سنباده زنی) و چرخ دنده تراشی را هم روی قطعات انجام داد.
دستگاه بورینگ
اجرای عملیاتهای تراشکاری برای سطوح داخلی یک دغدغه بسیار جدی در صنعت است. اصولاً تراشکاری از فرآیندهای ثانویه به شمار میرود و از بابت هزینهای که برای آن پرداخت میشود باید در هنگام ورود به آن بسیار حساب شده عمل کرد و صد البته بهترین راه، مدنظر داشتن ملاحظات لازم در زمان طراحی قطعات فنی است.
از سویی کیفیت خروجی ماشینآلاتی همچون دستگاه بورینگ در صنایع پیشرفته امروزی امری لازم و غیرقابل اجتناب است. بهعبارتی دستگاه بورینگ در عین اینکه معمولا در مراحل نهایی فرآیند تولید به کار گرفته میشود؛ ولی نتیجه عملیات آن چنان در کیفیت قطعه فنی مهم است که میتواند باعث موفقیت کار یا رد قطعه از نظر فنی شود.
در دنیای مهندسی ساخت قطعات به سه نوع سوراخ برمیخوریم:
-نوع اول سوراخی که انتهای مشخصی درون قطعه دارد و به آن حفره یا سوراخ بسته نیز گفته میشود.
-نوع دوم سوراخی است که از میان قطعه میگذرد و میتوان آن سوی قطعه را دید که به سوراخ راه معروف است.
-نوع سوم سوراخهایی است که از تقاطع دو مسیر داخلی شکل گرفتهاند.
یک قانون عمومی به ما میگوید هر چه طول ابزار ماشینکاری بیشتر باشد کیفیت و دقت نهایی سطح کاهش پیدا میکند. به این موضوع، نحوه خروج محدود براده از سوراخ را اضافه کنید. بنابراین برای ایجاد سوراخهای با دقت بالا و شرایط خاص که دریل، تراشکاری داخلی و ابزارهای مشابه کارگشا نیست و زمانی که از تولید صنعتی، قطعات حجیم و سنگین و قطعات نامتقارن صحبت بهمیان کشیده میشود، دستگاه بورینگ و خدمات بورینگ انتخاب اول ماست.
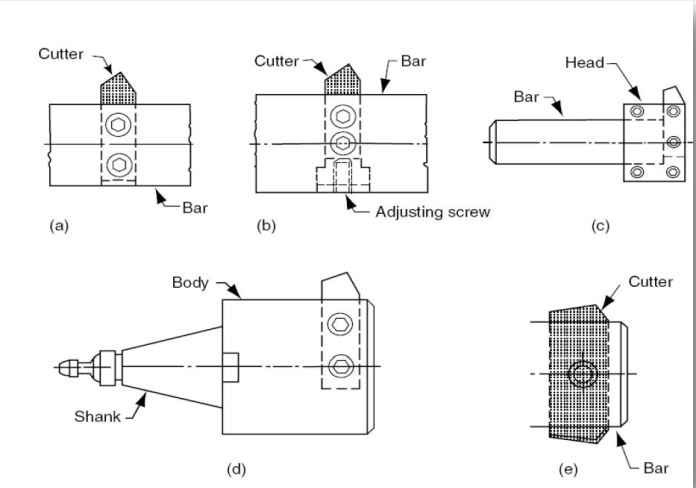
انواع ابزار بورینگ :
ابزارهای بورینگ بر میله ای که بر اسپیندل قرار می گیرد سوار می شود یا بر میله ی بلندی که بر انتهای یاتاقان است سوار می شود. چنین یاتاقان تکیه گاهی تکیه گاه صلبی برای میله ی بورینگ ایجاد نموده که با می توان قطعات را دقیق تولید نمود. هنگامی که ابزار کند می شود ابزار برای تیز کردن جدا شده و دوباره سوار می شود.
نصب دوبار ابزار کاری زمان گیر و نیاز به مهارت زیادی دارد.
ب) ابزار تک لبه قابل تنظیم که امکان جبران سایش را دارد. ج) ابزارهای بورینگ بریک کله بورینگ انیورسال بسته می شوند که این کله برانتهای میله بورینگ سوار شده است. کلگی بگونه ای طراحی شده است که شکل های مختلفی از ابزار را بتوان بر آن بست.
ه) ابزار تیغه ای که ابزار بریدنه اینزرت میشود ایجاد دو لبه برشی کرده که امکان دقت بیشتر و افزایش
پیشروی را در مقایسه با زمانی که از یک لبه استفاده میشود را می دهد مهم ترین مزیت این ابزار ایجاد نیروی یکسان در میله در حین فرآیند می باشد بنابراین تلرانس دقیق تری هنگامی که در ماکزیمم طول بدون حمایت (در مقایسه با ابزار تک لبه) ایجاد می کند. عیب این ابزار این است که امکان تنظیم برای جبران فرسایش ابزار وجود ندارد و ابزار برای تیز نمودن باید جدا شده و دوباره نصب شود .ابزار نشان داده شده در شکل الف مانند شکل ب است ولی لبه ی برشی امکان تنظیم برای جبران فرساش دارد.
ماشین های بورینگ
ماشین های بورینگ از نوع ماشین های فرز میباشند اما قابلیت های دیگری مانند سوراخکاری های عمیق در اشکال مختلف را دارا هستند. خدمات بورینگ در اصل بزرگ کردن سوراخ دریل شده میباشد. این روش به منظور رسیدن به دقت های بالاتر در عملیات ماشینکاری سوراخ ها میباشد. خدمات بورینگ در هر دستگاهی امکان پذیر است.


